新聞動(dòng)態(tài)
聯(lián)系我們
廣東群基精密機(jī)械有限公司
聯(lián)系人:(業(yè)務(wù)部 經(jīng)理)
黃義講 手機(jī):13825717336
毛新海 手機(jī):13922910476
電話:0769-85320266/85326207
傳真:0769-85327273
郵箱:szqjjm@163.com
網(wǎng)址:www.szhuohuaji.com
地址:廣東省東莞市長(zhǎng)安鎮(zhèn)宵邊新河路6號(hào)
公司新聞您現(xiàn)在的位置:首 頁(yè) > 新聞動(dòng)態(tài) > 公司新聞
雙色注塑機(jī)品牌概述
雙色注塑機(jī)品牌
1.雙色注塑機(jī)概述
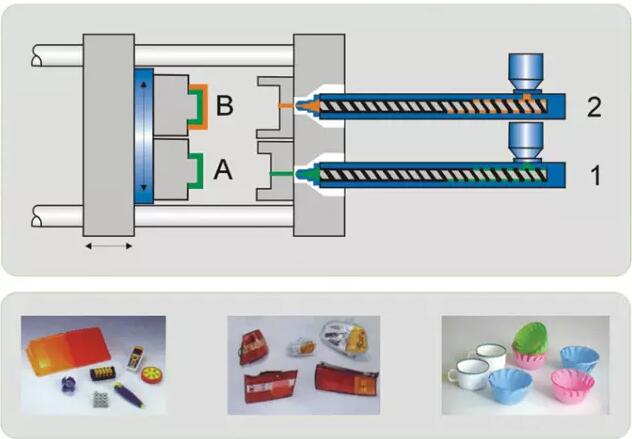
雙色注射,顧名思義,是指用兩種塑料注射一個(gè)部件。廣義雙色注塑包括過成型和二次注塑,過成型是通過普通注塑機(jī)實(shí)現(xiàn)的。狹義的雙色注射成型是指利用雙色注射成型機(jī)將兩種不同的塑料注射到同一臺(tái)機(jī)器上完成部件,通常是旋轉(zhuǎn)的。
前者對(duì)設(shè)備要求不高,但生產(chǎn)效率低。它基本上只適用于不需要高軟硬膠的兩種材料的成型。后者適用范圍廣,產(chǎn)品質(zhì)量好,生產(chǎn)效率高,是當(dāng)前的發(fā)展趨勢(shì)。
1.1要求
雙色注塑的匹配材料必須滿足兩個(gè)基本的相容性條件:粘合相容性和加工相容性。
此外,必須滿足以下要求:
噴射單元,平行于同一方向,平行于相反方向,水平和垂直的L形、Y形單缸噴射結(jié)構(gòu)在同一方向;
混合噴嘴、特殊噴嘴,如圖案、波浪、流痕、漸變、夾層等。
合模、標(biāo)準(zhǔn)型、立式轉(zhuǎn)盤型、臥式轉(zhuǎn)盤型、旋轉(zhuǎn)軸型、機(jī)械手旋轉(zhuǎn)型等機(jī)構(gòu);
充電,除標(biāo)準(zhǔn)油壓馬達(dá)驅(qū)動(dòng)外,還有靜電放電(電動(dòng)螺絲刀)充電結(jié)構(gòu);
三角形油路,具有加速控制壓力累積、高速噴射和閉路設(shè)計(jì)。
1.2特征
雙色注塑機(jī)
高性能、高節(jié)能:注塑機(jī)節(jié)能改造后,系統(tǒng)反應(yīng)迅速。注塑機(jī)可以根據(jù)自身需要快速調(diào)整供應(yīng)量,有效提高注塑機(jī)電能的利用率,從而實(shí)現(xiàn)高效節(jié)能。
穩(wěn)定性好:系統(tǒng)為壓力和流量雙閉環(huán)控制,注塑機(jī)的供應(yīng)量根據(jù)注塑機(jī)的需求確定。在給定的輸入或外部干擾的作用下,經(jīng)過短暫的調(diào)整過程,系統(tǒng)可以達(dá)到一個(gè)新的平衡狀態(tài)或回到原來的平衡狀態(tài)。
良好的快速響應(yīng):快速響應(yīng)是伺服系統(tǒng)動(dòng)態(tài)品質(zhì)的重要標(biāo)志之一。由于生產(chǎn)中的過渡時(shí)間較短,一般在200 ms以內(nèi)。為了滿足超調(diào)的要求,過渡過程要求前沿陡峭,節(jié)能改造后上升速度大,注塑機(jī)達(dá)到1500轉(zhuǎn)不到0.03秒。
高精度:修正精度是指輸出能夠跟隨輸入的精度。伺服電機(jī)采用永磁技術(shù),精確快速。伺服電機(jī)采用可編程控制器技術(shù),使控制更加精確。允許偏差一般在0.01 ~ 0.01毫米之間
節(jié)能:采用收坯系統(tǒng),降低能耗。
提高效率,降低成本:實(shí)現(xiàn)高響應(yīng)、高重復(fù)性,提高速度穩(wěn)定性;使用兩種原料或兩種顏色可以同時(shí)成型,大大減少了工藝和人力,節(jié)約了成本。參數(shù)設(shè)置,系統(tǒng)調(diào)整,非常簡(jiǎn)單的數(shù)字操作。1.3雙色注塑成型的類型
(1)雙色注塑機(jī)注塑
這需要兩個(gè)前模具和一個(gè)后模具。產(chǎn)品一次完成,不需要從中間的模切機(jī)彎曲。產(chǎn)品外觀精美美觀。用于第二次注射成型的材料的厚度通常為0.5-2MM,這在成本上相對(duì)較高,并且通常用于較小的產(chǎn)品。
雙色注塑機(jī)的品牌類型
(2)普通注塑機(jī)注塑
這需要兩個(gè)前模具和兩個(gè)后模具。喝完第一杯啤酒后,半成品應(yīng)被取出,然后放入第二子模具中進(jìn)行第二次注射成型。產(chǎn)品的外觀不是很好。對(duì)注射成型技術(shù)的要求很高。通常,第二注射成型材料可以達(dá)到3毫米以制造更大的產(chǎn)品。
雙色注塑機(jī)普通注塑
1.4雙色注塑零件的設(shè)計(jì)
按照相同的材料設(shè)計(jì),然后拆除零件,在設(shè)計(jì)中應(yīng)盡量避免尖角,以保證軟硬橡膠接觸良好,提高粘接效果
1.5雙色注塑工藝要求
(1)軟硬膠雙射設(shè)計(jì)
這兩種材料的熔點(diǎn)之間一定有一定的溫差。一般來說,建議為60度,并且建議至少大于30度。第一次注射材料的熔化溫度高。一般來說,第一個(gè)鏡頭是個(gè)人電腦或個(gè)人電腦/ABS,第二個(gè)鏡頭是TPU或TPE。電腦厚度為0.6-0.7毫米,軟件厚度為0.4毫米或以上。
盡可能擴(kuò)大接觸面積,制作凹槽等。為了增加附著力,或在第一次注射時(shí)采用抽芯,將第二次注射注射到第一次注射中,并盡可能使第一次注射模具的表面粗糙。
(2)透明和不透明雙注射設(shè)計(jì)
小鏡頭的三角雙鏡頭設(shè)計(jì)
第一次注射是不透明的,第二次注射是透鏡,第一次注射盡可能使用高熔點(diǎn)的pc,第二次注射使用聚甲基丙烯酸甲酯
透明和不透明雙射裝飾設(shè)計(jì)
第一次注射由不透明材料制成,第二次注射由透明材料制成,不透明材料通常是SABIC的高溫聚碳酸酯材料,第二次注射由透明材料聚甲基丙烯酸甲酯或聚碳酸酯制成。電腦需要用紫外線來保護(hù),聚甲基丙烯酸甲酯可以是紫外線或增強(qiáng),如果表面有字符,必須選擇紫外線。
1.6雙色注塑模具的特點(diǎn)
移動(dòng)模具是一樣的,注塑過程是旋轉(zhuǎn)的,需要交換,所以必須是一樣的。(有特殊情況,成型時(shí)型腔可以不同)
模具第一次注射成型完成后,不允許留在模具上,最好是熱流道,否則也可以用機(jī)械手抓住,最糟糕的是潛伏澆口,會(huì)自動(dòng)脫落,否則澆口在第二次注射時(shí)不能關(guān)閉模具。
產(chǎn)品被彈出兩次。產(chǎn)品打開后,第一次注射必須留在活動(dòng)模具側(cè)。一般來說,通常選擇將兩次注射的產(chǎn)品留在可移動(dòng)模具側(cè)。因此,模具需要開瓶器、拉桿等。依次打開模具。首先拉開固定模具側(cè),在固定模具側(cè)增加頂出機(jī)構(gòu)。
2.雙色注塑材料
兩套冷卻系統(tǒng),由于雙注射成型的要求不同,原則上第一次注射料的溫度要求比第二次注射料高60度,模具溫度也不同,所以需要兩套冷卻系統(tǒng)。雙色注塑材料粘合圖
3.雙色注塑外殼
由于雙色注塑機(jī)的多樣化設(shè)計(jì)優(yōu)勢(shì),它們已廣泛應(yīng)用于手機(jī)行業(yè)、制筆行業(yè)、汽車行業(yè)、家電行業(yè)、手工具行業(yè)和日用品行業(yè)等諸多領(lǐng)域。

